環保餐具客製化中的「靜態產能與動態產出脫鉤陷阱」:為什麼供應商承諾「月產能 100 萬支」,實際交付卻只有 60-70 萬支
從工廠端專案經理視角解析為什麼企業在詢價階段看到的「月產能 100 萬支」承諾,進入實際生產後卻只能達到 60-70 萬支的產出。揭示靜態產能數據與動態生產環境之間的系統性落差,包含材料切換損耗(10-15%)、品質檢驗時間(5-10%)、認證要求限制(15-20%)等三大隱藏變數,以及這種產能誤判如何導致交期延遲、成本增加、品質問題的連鎖反應。
在環保餐具的客製化流程中,產能評估是企業決策的關鍵變數之一。當採購團隊向供應商詢價時,最常聽到的回應是「我們的月產能是 100 萬支」或「我們有 5 條生產線,每條日產 3 萬支」。這些數字看起來具體、可信,讓企業相信供應商有足夠的產能支撐訂單。然而,進入實際生產階段後,企業卻發現供應商每月只能交付 60-70 萬支,甚至更少。交期開始延遲,成本開始增加,品質問題開始浮現。
這不是供應商故意欺騙,而是企業在詢價階段詢問的「產能」與實際生產環境中的「可用產能」之間存在系統性落差。供應商報出的「月產能 100 萬支」通常是「理論產能」或「設計產能」——也就是在理想條件下(單一規格、連續生產、零故障、零切換)的最大產出。但實際生產環境遠比這複雜:需要處理多個訂單、切換不同材料、進行品質檢驗、滿足認證要求、應對設備故障。這些「隱藏變數」會系統性地侵蝕產能,最終導致實際產出遠低於承諾數字。
從工廠端專案經理的角度來看,這種產能誤判的根源在於企業與供應商之間對「產能」這個概念的理解存在根本性差異。企業理解的「產能」是「你能為我生產多少」,而供應商報出的「產能」是「這條產線的設計產能是多少」。這兩者之間的落差,就是實際生產環境中那些「看不見的損耗」。
當企業在詢價階段詢問「貴司的月產能是多少」時,供應商通常會報出「設備銘牌產能」或「單一規格連續生產的理論產能」。例如,一條 PLA 餐具生產線的設計產能是「每小時 1,500 支」,換算下來就是「每月 100 萬支」(假設每天運行 20 小時,每月 25 個工作日)。這個數字在技術上是正確的——如果這條產線 24 小時不停地生產同一款產品,不需要切換材料,不需要停機檢驗,不需要應對任何故障,確實可以達到這個產出。
但實際生產環境中,這種理想狀態幾乎不存在。首先,環保餐具的訂單通常不是單一規格。即使是同一個客戶的訂單,也可能包含刀、叉、湯匙三種規格,每種規格又可能有不同的顏色或印刷設計。這意味著產線需要頻繁切換——更換模具、調整參數、清潔產線、進行首件檢驗。每次切換都會損失 2-4 小時的生產時間,而且切換後的前 500-1000 支產品通常需要報廢(因為參數尚未穩定)。如果一個月內需要切換 10 次,就會損失 20-40 小時的有效生產時間,相當於 10-15% 的產能損耗。
其次,環保材料的品質穩定性通常低於傳統塑膠。PLA、CPLA、甘蔗渣、竹纖維等材料對溫度、濕度、儲存條件都很敏感,批次之間的性能差異可能很大。這意味著工廠需要更頻繁地進行品質檢驗——不僅是成品檢驗,還包括原料入廠檢驗、生產過程中的巡檢、首件檢驗、末件檢驗。每次檢驗都需要停機取樣、測試、記錄、判定。如果發現問題,還需要調整參數、重新試產、再次檢驗。這些檢驗活動會佔用 5-10% 的生產時間,而且這部分時間通常不會被計入「產能損耗」,因為它被視為「品質控制的必要成本」。
第三,如果訂單需要符合特定認證(例如 BPI、EN 13432、GB/T 38082),產能損耗會進一步放大。認證材料通常需要在獨立的產線上生產,不能與非認證材料混合。這是因為認證機構要求「可追溯性」——從原料到成品的每一個環節都必須有記錄,確保沒有非認證材料混入。這意味著即使工廠有 5 條生產線,但如果只有 1 條產線通過認證,那麼所有需要認證的訂單都只能在這 1 條產線上生產。而且,認證產線的生產速度通常比非認證產線慢 15-20%,因為需要更嚴格的品質控制、更詳細的記錄、更頻繁的檢驗。
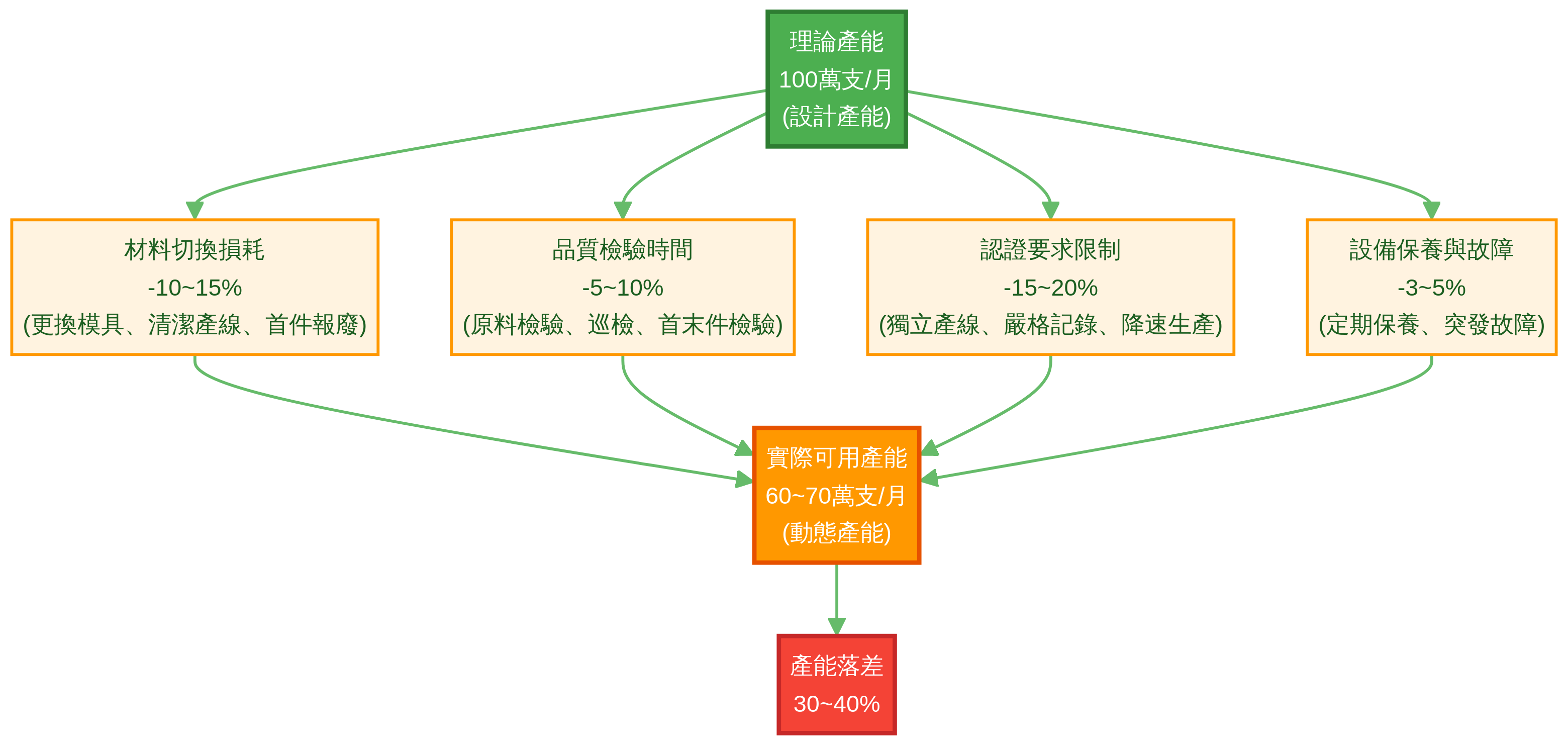
這三大隱藏變數——材料切換損耗(10-15%)、品質檢驗時間(5-10%)、認證要求限制(15-20%)——加總起來,會導致實際可用產能比理論產能低 30-40%。這就是為什麼供應商承諾「月產能 100 萬支」,實際交付卻只有 60-70 萬支的根本原因。

更麻煩的是,這種產能落差通常要到實際生產階段才會暴露。在詢價階段,企業詢問的是「貴司的月產能是多少」,供應商回答的是「我們有 5 條生產線,每條設計產能是 20 萬支/月」。這個對話看起來沒有問題,但雙方對「產能」的理解完全不同。企業理解的是「你能為我的訂單生產多少」,而供應商回答的是「我的設備理論上能生產多少」。這種認知差異在詢價階段不會被發現,因為雙方都覺得自己說的是實話。
進入打樣階段後,這種落差依然不會暴露。因為打樣通常只需要 500-1000 支樣品,工廠可以集中資源、優先排程、快速完成。打樣階段的產能表現通常很好——可能只需要 2-3 天就能完成,讓企業相信供應商確實有足夠的產能。但打樣階段的產能表現並不能代表量產階段的產能表現,因為打樣時工廠可以「清空產線、專注於你的訂單」,而量產時工廠需要「與其他訂單競爭產線資源」。
真正的產能問題通常要到量產階段才會暴露。當企業下了 50 萬支的訂單,約定 4 週交貨時,工廠開始排程生產。這時工廠才發現:產線上還有其他客戶的訂單在排隊,需要先完成那些訂單才能切換到你的訂單;你的訂單需要使用認證材料,但認證產線目前正在生產另一個客戶的訂單,需要等 1 週才能空出來;你的訂單包含三種規格,每次切換都需要 3 小時,而且切換後的前 1000 支需要報廢;原料供應商這批 PLA 的熔融指數偏高,需要調整參數並增加檢驗頻率。
這些問題在詢價階段和打樣階段都不會被發現,因為它們屬於「動態生產環境中的變數」,而不是「靜態產能數據」。但它們會系統性地侵蝕產能,最終導致實際交付時間從約定的 4 週延長到 6-7 週。
更嚴重的是,當交期開始延遲時,企業通常會要求供應商「加快生產」。供應商為了彌補延遲,可能會採取一些應急措施:延長工作時間(從每天 20 小時延長到 24 小時)、減少檢驗頻率(從每 2 小時檢驗一次改為每 4 小時檢驗一次)、壓縮切換時間(從 3 小時壓縮到 1.5 小時)。這些措施短期內確實可以提高產出,但會帶來新的問題:設備故障率增加(因為連續運轉沒有保養時間)、品質問題增加(因為檢驗頻率降低)、切換品質下降(因為清潔不徹底導致材料混雜)。
最終,企業會發現自己陷入一個惡性循環:因為產能不足導致交期延遲,為了彌補延遲而壓縮檢驗時間,導致品質問題增加,為了解決品質問題而增加返工,返工又進一步佔用產能,產能不足又導致交期進一步延遲。這種惡性循環的根源,就是最初對「產能」的誤判——企業以為供應商有「月產能 100 萬支」的能力,實際上供應商的「可用產能」只有 60-70 萬支。
從工廠端專案經理的角度來看,避免這種產能誤判的關鍵,不是要求供應商「報出更準確的產能數字」,而是要改變詢問產能的方式。與其詢問「貴司的月產能是多少」,不如詢問「如果我的訂單是 50 萬支,包含三種規格,需要使用 BPI 認證材料,你們需要多少時間才能完成」。這種詢問方式會迫使供應商考慮實際生產環境中的所有變數——材料切換、品質檢驗、認證要求、其他訂單的排程——從而給出更接近實際情況的答案。
更進一步,企業可以要求供應商提供「產能分解表」,列出理論產能、材料切換損耗、品質檢驗時間、認證要求限制、設備保養時間、其他訂單佔用等各項損耗,最終計算出「可用產能」。這種透明化的產能評估方式,可以幫助企業更準確地判斷供應商是否有足夠的產能支撐訂單,也可以幫助供應商更清楚地說明為什麼實際產出會低於理論產能。
當然,這種產能分解表的準確性取決於供應商的生產管理水平。如果供應商沒有完善的生產排程系統、沒有詳細的產能損耗記錄、沒有準確的設備稼動率數據,那麼即使提供了產能分解表,數字也可能不準確。這時,企業需要進一步評估供應商的生產管理能力——是否有 MES(製造執行系統)、是否有即時的產能監控、是否有歷史訂單的產能達成率數據。
在環保餐具客製化流程中,產能評估不應該停留在「貴司的月產能是多少」這種靜態問題上,而應該深入到「在實際生產環境中,考慮到材料切換、品質檢驗、認證要求、其他訂單排程等因素後,你們能為我的訂單提供多少可用產能」這種動態評估上。只有這樣,企業才能避免「承諾 100 萬支,實際交付 60 萬支」的產能陷阱,確保訂單能夠按時、按質、按量完成。